Технологии металлопроката — производство профнастила
Профнастил — современный вид металлопроката, отличающийся от традиционных стальных листов наличием гофрирования и защитного полимерного покрытия. Это качественный и долговечный конструкционный материал. Производство профнастила осуществляется методом холодного проката с дальнейшим цинкованием поверхности.
Особенности профнастила

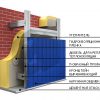
Оборудование для производства профнастила
Эксплуатационные и технологические особенности профнастила определяются наличием на поверхности листа гофры разной формы — волна, трапеция и т. п. Форма и высота рифления определяют такие характеристики, как жесткость и прочность листа. Профилированный металлопрокат — универсальный материал, применяемый в разных областях. Практически каждый завод по производству профлиста и металлочерепицы предлагает разнообразные виды и марки этих материалов.
Профнастил принято делить на три вида:
- С — стеновой.
- НС — универсальный, предназначенный для настилов и стеновых конструкций.
- Н — для настилов.
Эти виды имеют различные области применения и отличаются своими характеристиками. Марки профнастила обозначаются цифрами, указывающими высоту гофры. Помимо этого параметра профнастил отличается толщиной листа, маркой стали, толщиной цинкового и полимерного покрытий. Вид и марка профилированного проката выбираются в зависимости от конкретных целей использования.
Изготовление профилированного листового металлопроката
Производство профнастила осуществляется методом холодного проката листовой стали. Сырьем выступает качественная сталь первой и высшей категории, соответствующая ГОСТ 14918-80 и ГОСТ 30246-94. Сырьевой металлопрокат для изготовления профнастила и металлочерепицы поступает на завод в виде рулонов или готовой листовой стали в пачках. Рулонная сталь используется на автоматизированных линиях, а листы применяются для ручной прокатки.
Требования к производственным помещениям
Завод по изготовлению металлопроката, включая профнастил и металлочерепицу, должен иметь производственные помещения, соответствующие ряду требований:
- Помещение должно быть оборудовано всеми необходимыми инженерными коммуникациями.
- Производственные линии должны подключаться к электроснабжению 380 В.
- Поверхность пола в производственных цехах должна быть забетонирована.
- В цехах со станками для ручной прокатки стали требуется соблюдение температурного режима не ниже +4°, а для работы автоматических линий необходимо поддерживать температуру не менее +10°.
- В цехах должна быть спецтехника и подъемные механизмы — кран-балка, монорельс — грузоподъемностью не менее 5 тонн.
Оборудование
Как правило, завод по изготовлению профнастила и металлочерепицы оборудуется автоматическими линиями. Они позволяют профилировать рулонную сталь быстро и с необходимым качеством. В комплектацию линии входят:
- Разматыватель.
- Прокатный стан.
- Гильотина.
- Приемный стол.
- Грузоподъемные механизмы.
Линии полностью автоматизированы, а производственный процесс регулируется компьютером с помощью системы автоматического управления и комплекса программного обеспечения.
Технологические особенности производства
На завод, оборудованный автоматическими линиями, сырье поставляется в виде рулонов-заготовок. Рулон устанавливается на размоточную установку и фиксируется на прокатном стане. На прокатный стан, осуществляющий профилирование стали, заготовка подается непрерывной лентой. Скорость работы контролируется контроллером и частотным преобразователем.
Параметры изготавливаемого профлиста или металлочерепицы устанавливаются с помощью системы автоматического управления. При этом неизменными остаются только ширина и толщина выпускаемого материала. Все остальные характеристики, которые должен приобрести готовый профнастил, программируются в зависимости от необходимости.
Специалисты не рекомендуют устанавливать длину профлиста более 12–13 метров, так как она ограничивается возможностями транспортировщика.

Профнастил — качество и цена
На прокатном стане установлено несколько валов (рабочих клетей) с прокатными роликами, благодаря которым формируется форма и высота профиля. Заготовка проходит между этими валами и приобретает запрограммированные параметры. На такой линии прокатка всех профилей осуществляется одновременно, поэтому они приобретают абсолютно одинаковые параметры без отклонений и дефектов.
Резка на листы осуществляется с помощью гильотины. Качество резки обеспечивается за счет того, что просечные ножницы имеют фигурный нож, повторяющий конфигурацию профиля. После резки готовый профнастил поступает на приемный стол. Здесь продукция складывается для хранения и будущей транспортировки и может быть отправлена на склад.
На больших предприятиях каждый лист иногда упаковывается в целлофановую пленку, которая защищает полимерное покрытие во время хранения и транспортировки. Снимается она непосредственно перед монтажом.
Заключение
Автоматизированные линии, на которых осуществляется производство профнастила, позволяют получить высококачественный металлопрокат. Это универсальный материал, пригодный для использования в самых разных целях. Такой вид металлопроката приобретает все большую популярность в различных отраслях народного хозяйства — строительстве, машиностроении и прочих.